MP1000 HEAD REPAIR
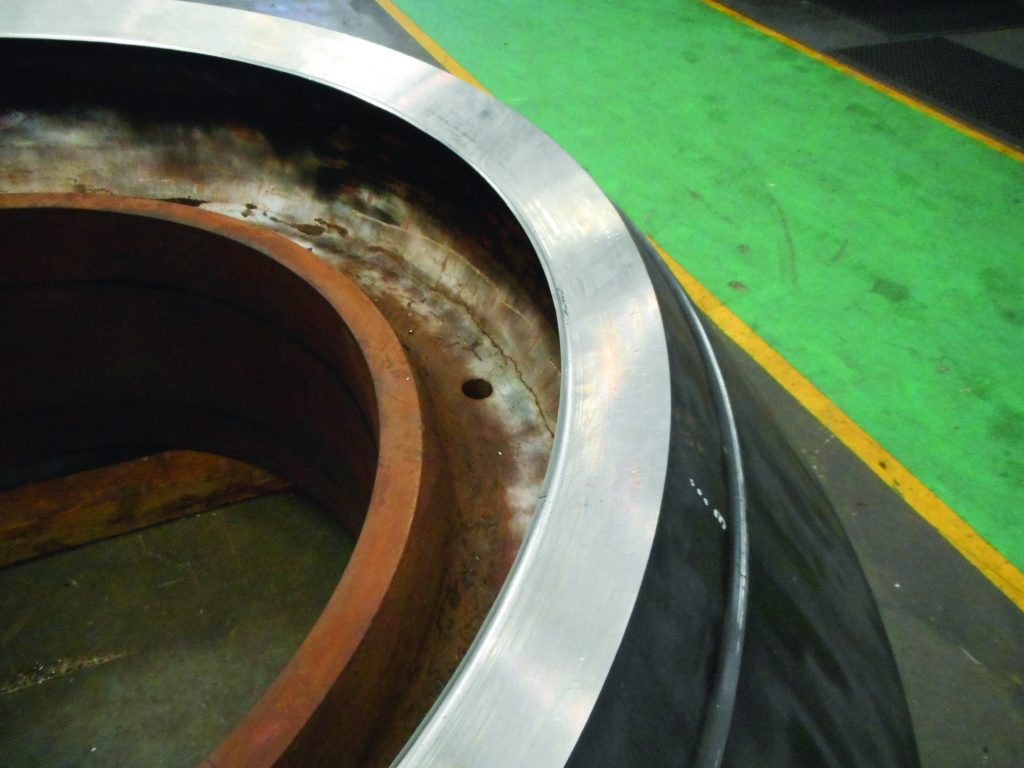
At a Western Australian iron ore mine, a customer had a major internal crack (linear indication) in the head of their MP1000 crusher. Because the crack was situated in a non-impact area, it was most likely caused by an inferior casting when originally manufactured (in H-E Parts opinion the casting was likely cooled too quickly). The OEM was not willing to repair
the component due to the location of the crack, the client was referred to, and subsequently engaged H-E Parts to complete a major repair on the component by parting it in half and repairing it internally, as an alternative to a complete head replacement.
All major works and welding were completed in-house at H-E Parts Western Australian facility. The scope of work involved in repairing the crack included: strip and assess, stress relieving, metallurgical services, welding, machining and NDT.
By repairing the MP1000 head, the following cost savings and benefits were achieved for the client:
- 40% cost saving by repairing rather than replacing the head.
- Due to stress-relieving, building up (thickening) the cavity area and re-machining a smooth transition, the head is in ‘better than’ original cast condition.
- The head is now back in service without issue.
Since the repair, the customer has engaged H-E Parts for additional service work, and this repair is being conducted for many other sites.