Expertise and State-of-the-Art Facilities
H-E Parts places priority on continuously upgrading and investing in the most advanced equipment and systems available to remain a leader in diesel engine supply and repair. The use of separate engine disassembly and assembly facilities eliminates problems related to cross-contamination that can result in premature component failure.
H-E Parts machine shop services include:
- Camshaft re-profiling
- Connecting rod re-conditioning
- Cylinder pack assembly
- Crankshaft re-conditioning
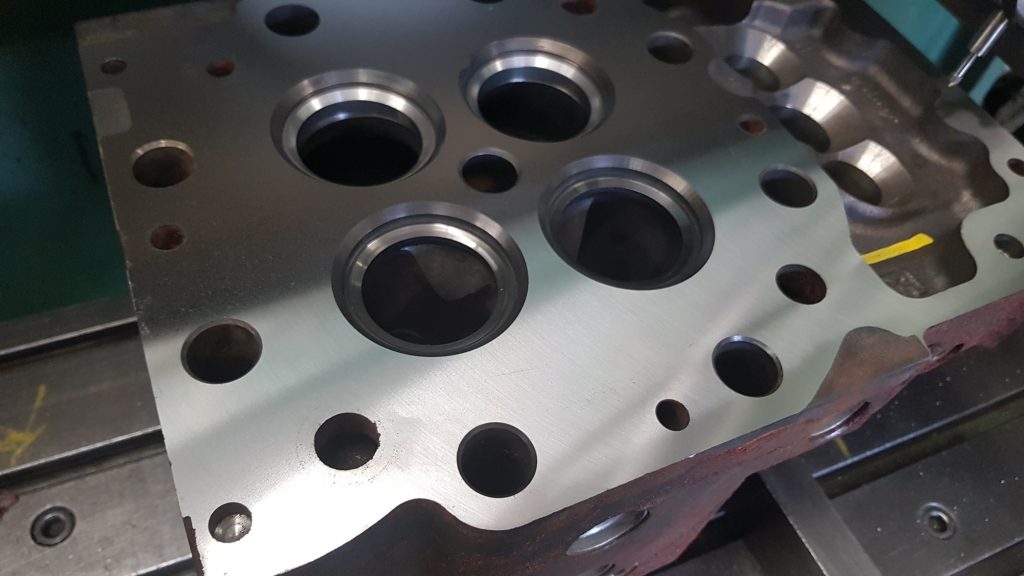
- Cylinder block machining
- Head machining
- Crack detection
- General machining
- Custom shop services that ensure your engine is reconditioned to the highest standard of quality
INSPECTION
Magnetic particle inspection is a form of non-destructive testing that we use to verify that a ferrous component is not cracked or damaged during its service life.
We rely on this method for all the ferrous components in our remanufactured engines. This includes crankshafts, counterweights, connecting rods and gear-train. This process ensures that we detect defects early in the remanufacturing process.
EQUIPMENT BALANCING
H-E Parts has custom built balancing equipment designed specifically for high horsepower industrial engines. This equipment allows us to verify the balance of the crankshaft assembly as well as make improvements to optimize engine balance. Our technicians balance every crankshaft that is destined for life in one of our remanufactured engines – this is standard procedure for our in-house product. This extra step provides assurance that every engine produced by our assembly facility operates smooth and trouble free. The custom bobweights, computerized technology, and solid base rigidity of these purpose-built machines enable us to balance to the most stringent specifications.
HONING
H-E Parts uses the industry standard Sunnen machines. Proper roundness and surface finish is achieved via a combination between vitrified and diamond abrasive stones and a high lubricity honing oil. A process used in both cylinder liner refinishing and connecting rod reconditioning, the right combinations give our machinists total control of dimensional size and surface finish. We then can verify surface finish geometry using a profilometer. In cylinder honing, our plateau honing procedures help minimize ring fatigue at startup, minimize oil consumption and provide a durable surface.
MAGNAFLUX
Magnetic particle inspection is a form of non-destructive testing that we use to verify that a ferrous component is not cracked or damaged during its service life. Crack detection at H-E Parts Engine Solutions is done with the use of Magnaflux technology. Our personnel responsible for the test have acquired ASTM Level 2 certifications and undergo annual vision checks to ensure that we can identify any surface defect that is illuminated under the Magnaflux black light. We rely on this method for all ferrous components in our remanufactured engines. This includes crankshafts, counterweights, connecting rods, gear-train and cylinder block. This process ensures that we detect defects early in the remanufacturing process.